

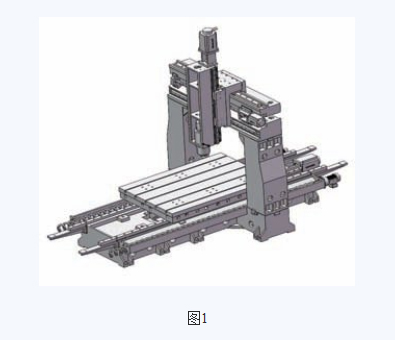
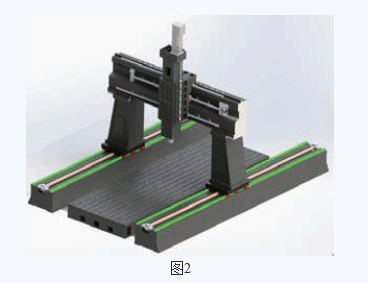
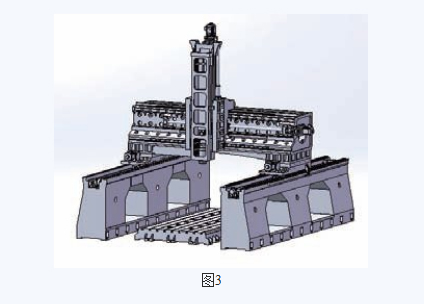
在一般傳統認識中,工作臺移動式滿足了一般工件的常規切削,也是國內市面上最普及的一種形式;龍門移動式一般滿足較長較重工件的一般切削,在大型工件加工中也并不少見;而橫梁移動式龍門機床盡管在歐美工業發達國家比較普遍使用,但國內仍然比較少見,隨著近10多年我國大量引進歐美進口高端機床和高速高精加工的快速發展,該類型機床也開始為人所接受。本文既是對比的介紹橫梁移動式龍門機床的技術特點和優勢。
1. 工件承載
由于橫梁移動式龍門機床的工作臺固定不動,可以設計的厚重扎實,因此具備了非常好的承載,一般說來承載重量只要能夠體積機床允許均可放置。而工作臺移動式機床,在設計時必須考慮到移動的重量,工作臺厚度往往只有固定工作臺的1/2到1/3,結構強度弱,在不考慮運動特性的前提下,每平方米承載也僅在1~1.5t左右,適用范圍明顯較小。
2. 導軌磨損及精度保持性
在假定切削條件相同的情況下,質量負載是影響導軌磨損及精度保持性的一個重要因素。
工作臺移動式龍門機床除了工件重量以外工作臺本身的自重也非常巨大,如果長期加工較重工件,必然導致導軌磨損加速,一段時間精度就會下降。相對應的工作臺固定式的龍門機床,由于質量負載是定值,不會隨著工件的變化而變化,只要在設計時選擇合適的導軌,導軌的磨損就會很小且穩定,機床能夠長久的保持精度。
3. 快移速度和加速度
工作臺移動式龍門機床在空載時一般都能達到其標注的設計速度,但隨著工件重量的增加,其移動速度必然大幅下降,影響效率,而工作臺固定式龍門機床由于工件負載與移動無關,無論承載多重工件,均能確保保持設計速度,這在較大型機床上很有意義。
同時用戶在關注快移速度時,往往陷入一個誤區,這個誤區就是忽略了加速度,其實快移速度對加工效率的影響遠遠不如加速度的影響,尤其是在一些復雜形狀的工件加工上,加速度提高后有時候能夠數倍的提高加工效率。
由于工作臺移動式龍門的工作臺負載是個變量,當在機床生產廠家設置較大的加速度,一旦放置較重工件后,機床就會發生振動、沖擊等進而損壞傳動系統;龍門移動式龍門盡管工件不參與運動,但龍門框架重心高,過高的加速度容易產生較大的傾覆力,造成機床損壞,也不宜設置過高的加速度;而橫梁移動式龍門由于運動重心在橫梁上沒有大的傾覆力矩且運動質量保持不變,因此只要選擇合適的伺服電動機便可獲得很高的加速度,有的機床設計合理的情況下加速度可以接近于立式加工中心,這樣不僅能夠提高加工效率,還能降低加工表面粗糙度值。
4. 伺服運動性能
運動質量對伺服慣量比參數及加速度參數來說有著本質的影響,如果運動質量產生變化,那么慣量一定變化,亦即電氣精度參數一定變化,而機床出廠時所確定的參數是依據調試時的負載而設定的,一旦出廠后運動質量有較大變化后,那么伺服的負載也產生變化,但此時用戶一般無法調整這些參數,因此直接會導致電氣精度降低,不能加工高精度工件,注意此時指的高精度不是點位運動(二維)的精度,而是指的插補精度或者說是輪廓精度,而且由于負載變化導致的參數不適應,更會使表面粗糙度一定程度惡化,導致機床不能做高速高光加工。
這就是往往客戶在驗收機床時驗收工件精度是合格的,但一旦放上一個較大工件后精度變化了,往往找不出問題所在。而橫梁移動式機床在伺服運動性能的穩定性和一致性上具有極高的先天優勢。
5. 加工精度和表面粗糙度
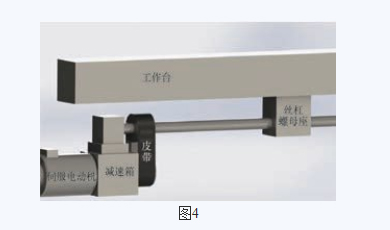
圖4、圖5和圖6分別是工作臺固定式與橫梁移動式龍門機床的傳動示意圖,圖中可以看出工作臺移動式龍門的工作臺傳動由于工作臺比較重,必須采用伺服電動機加行星減速箱減速才能提供足夠的驅動力,但即使是精度最高的行星減速箱也仍然有間隙,當然這個間隙一般人認為是可以通過系統補償掉,這個想法在工作臺不重或移動速度不快,總之沒有大的沖擊力時是可以的,但對于龍門機床一般承載都較大,且工作臺本身就比較重了, 一旦在高速反向時由于這個大的慣量,自然把這個間隙帶出來,這就是過切產生的原因,因此只有降低速度和加速度來減少過切的程度。

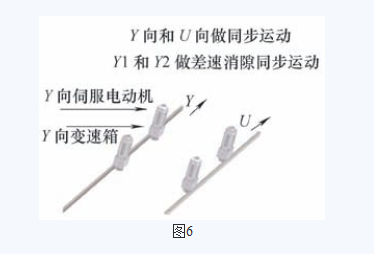
既然沒有間隙,就不存在過切現象,這樣就能夠把加速度提高,同時機床運動負載不變,這樣慣量比也能保持出廠所調試的較高值,這是就能較大的調高例如增益等關鍵性電器參數值,機床就能獲得好的電器性能,同時得到低的表面粗糙度。
但要注意的是龍門移動式機床,由于運動重心與支撐點(立柱下方滑塊)存在較大力臂,在做高加速度運動時存在較大傾覆力,會有過切現象。而一旦使用較低的加速度,不僅運動效率降低,也不能得到好的輪廓精度和表面粗糙度,但該類型機床可以用在點位運動工件的加工,可以加工重大工件并得到好的精度和精度保持性。
全閉環能解決精度問題嗎?
如上點所述既然工作臺移動式機床(此處指的是中型以上機床)不能像橫梁移動式機床一樣得到穩定可靠的精度和表面粗糙度,那么采用全閉環是否能夠解決呢?答案是否定的,誠然,全閉環可以提高機床的精度,但需要指出的是這里的精度指的是位置環精度,而非速度環和電流環精度,因此在點位加工時,全閉環可以提高加工精度,但在插補運動中,要得到好的輪廓精度和表面粗糙度主要依靠的是速度環及電流環等電氣參數匹配以及獲得好的全閉環循圓效果,因此全閉環并不能有效解決問題。同時需要指出的是,如果機床本身剛性和精度不好,使用全閉環還會導致震動,進一步惡化機床的精度和加工表面粗糙度。
橫梁移動式龍門機床不僅具有以上優勢,還有以下優勢:①加工材料范圍廣,由于導軌在工件加工范圍的上面,容易防護,因此在加工易磨損導軌材料時,不需要過分考慮粉塵進入導軌加速磨損,尤其適于陶瓷、鑄鐵、玻璃纖維等。②占地面積小,一般為工作臺移動式龍門占地面積的60%。③加工長工件方便,對于一些超過機床長度的工件,可以移動工件接刀加工。
綜合以上特點來看,這就是為什么目前市售流行的大型高速銑及雙擺頭式五軸聯動龍門基本采用橫梁移動式龍門結構的原因。雙擺頭式五軸聯動龍門當五軸頭的旋轉軸擺動角度時,機床的線性軸需要跟隨到達預定位置,這就是RTCP功能。
眾所周知作為高精度數控機床如果要得到高精度,必須各軸響應要一致,因此各軸要有很好的伺服特性和慣量匹配,而前述為了得到很好的伺服特性和慣量匹配必須控制穩定的運動質量,并由穩定的伺服有效地控制這個質量,這樣才能得到好的特性并通過循圓來驗證。當三個線性軸得到有效控制并能夠響應旋轉軸的速度和加速度,才能得到一個好的空間加工精度。
因此在龍門三種結構中,工作臺移動式龍門由于移動重量是變化的,因此慣量和伺服特性是變化的,一般得不到高精度和低的表面粗糙度值;而龍門移動式,也因為龍門移動的重心高,在急加減速時會產生一個傾覆力矩,這就導致這種結構不能有快速響應,一旦快速響應就會導致精度變化及過切,因此這兩種結構均不適合大型工件的高精度五軸加工的要求;而橫梁移動式結構由于運動質量可控且沒有傾覆力矩,非常適合高速高精度加工,也是國際上普遍的大型高速銑和五軸龍門的結構方式。
6. 結語
目前國內的加工隨著發達國家流行趨勢正在向著高速、高精和低表面粗糙度值方向發展,在機床的選型上也緊跟這個趨勢在產生變化,傳統的工作臺移動機型盡管也在改進,但由于其結構存在原理性的問題,因此在高速高精高光加工時,尤其是大型工件特別是高端塑料模具、航空航天零件等,工作臺移動式機床顯得力不從心。本文通過介紹橫梁移動式龍門結構的特點,為讀者緊跟發展趨勢選擇機床提供了一些參考建議,希望能有所啟發。
 魯公網安備 37010502001727號
魯公網安備 37010502001727號